Food safety is one of the focuses of society. Ensuring that the source of food is traceable and the quality is controllable is crucial to the health and rights of consumers. Food safety traceability is to record and track information in food production, processing, transportation, and sales to facilitate rapid investigation and effective handling of food safety problems when they occur.
In the food packaging process, the labeling machine plays a vital role, and the development of the labeling machine is conducive to better realizing the food safety traceability function.
Standards of Food Safety
Food safety standards are guidelines and regulations established to ensure that food products are safe for consumption and do not pose any health risks to consumers. Various international and national organizations develop and implement these standards to govern the production, handling, storage, distribution, and preparation of food items. Adhering to these standards helps prevent foodborne illnesses and protects public health. Some of the prominent food safety standards include:
- Codex Alimentarius: Codex is an international food standards organization jointly established by the Food and Agriculture Organization (FAO) and the World Health Organization (WHO). It sets international food safety and quality standards, guidelines, and codes of practice for food production and trade.
- Hazard Analysis and Critical Control Points (HACCP): HACCP is a systematic preventive approach to food safety that identifies, evaluates, and controls physical, chemical, and biological hazards during food production and processing. It is widely used in the food industry to prevent food contamination.
- Good Manufacturing Practices (GMP): GMP outlines the minimum requirements for the manufacturing, processing, and packing food products. It ensures food is produced under controlled and hygienic conditions to prevent contamination and adulteration.
- ISO 22000: This standard provides requirements for a food safety management system, focusing on all stages of the food supply chain. It integrates the principles of HACCP and incorporates them into a broader food safety management framework.
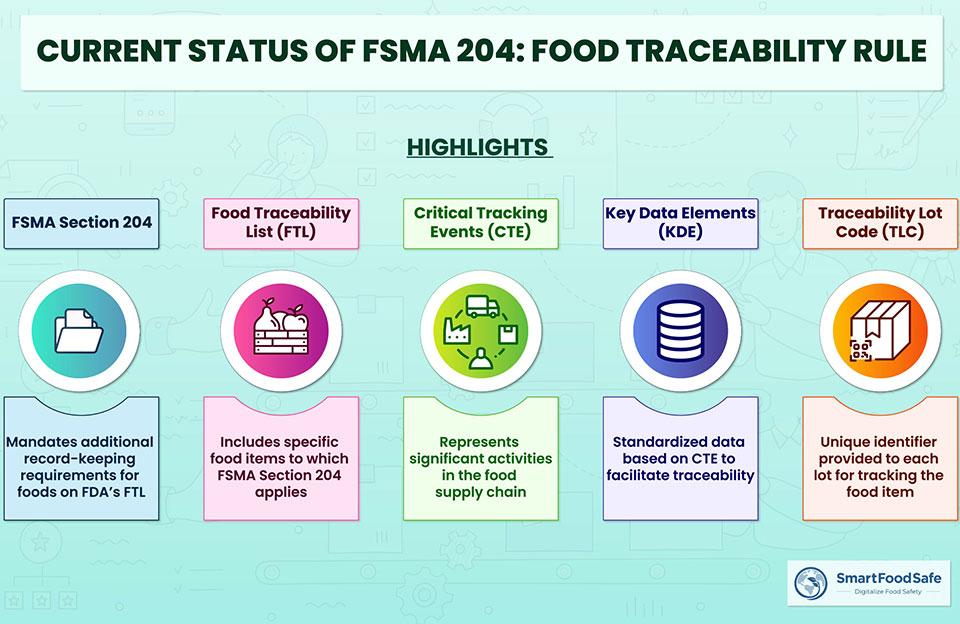
- FDA Food Safety Modernization Act (FSMA): In the United States, the FSMA is a comprehensive reform of food safety laws, granting the U.S. Food and Drug Administration (FDA) greater authority to regulate and monitor food safety practices from farm to table.
- European Food Safety Authority (EFSA): EFSA is the agency responsible for assessing risks to public health from the food chain in the European Union. It provides scientific advice and communicates risks related to food safety.
- National Standards: Each country typically has its own set of food safety standards and regulations enforced by the respective government agencies. These standards may vary depending on the country’s food safety concerns, practices, and cultural norms.
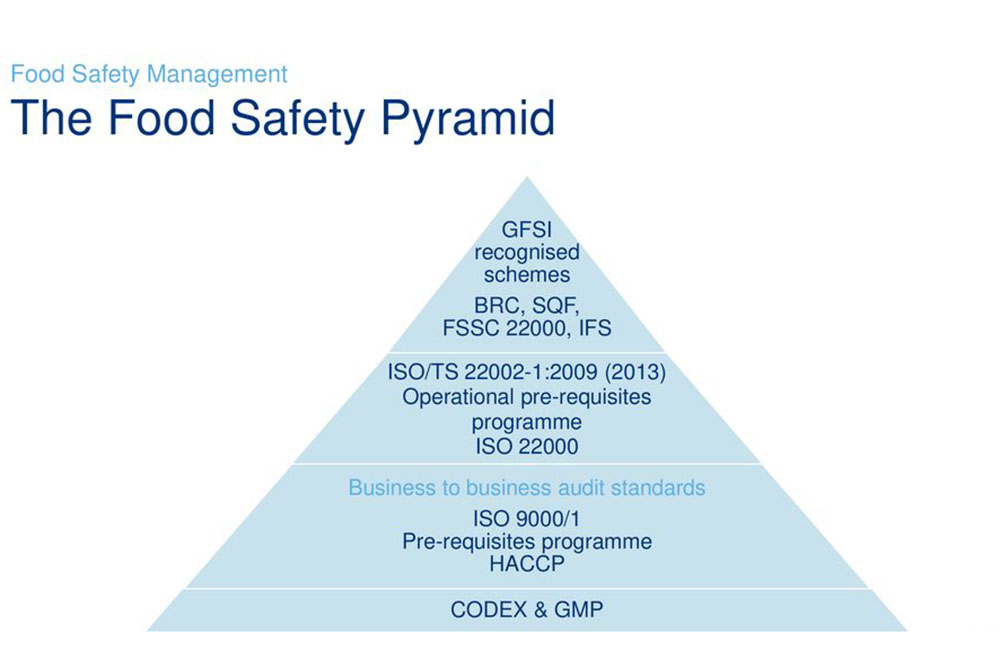
- Global Food Safety Initiative (GFSI): GFSI is a private organization that benchmarks and recognizes various food safety standards to ensure their equivalency and effectiveness. Popular GFSI-recognized schemes include BRCGS, SQF, FSSC 22000, and others.
Standards of Food Safety
These standards serve as a foundation for food safety management systems and are continually updated to reflect advances in technology, scientific research, and changing global food safety concerns. Businesses involved in the food industry are expected to comply with these standards to maintain a safe and reliable food supply chain.
The Significance of Food Safety Traceability
Food safety traceability plays a key role in safeguarding public health, maintaining the food industry’s reputation, and improving regulatory efficiency. The following are several important aspects of the significance of food safety traceability:
- Protect Public Health: Food safety traceability can track production, processing, transportation, and sales. Once food safety problems are found, timely measures can be taken to recall the affected food from the market to avoid the expansion and spread of food safety accidents.
- Ensuring Food Quality: The food safety traceability system can record and track food production processes and information, which helps to discover and solve potential food quality problems, improve product quality, and reduce product defects and quality complaints.
- Consumer Trust: The food safety traceability system can increase the transparency and credibility of products, and consumers can understand the production process and source of food, thereby increasing trust in products and improving consumer loyalty.
- Prevent Food Fraud: Food safety traceability can prevent food fraud, ensure the authenticity and accuracy of information on food labels, and prevent unscrupulous merchants from forging food information and deceiving consumers.
- Improve Supervision Efficiency: The food safety traceability system can provide a large amount of data support to help the supervision department carry out food safety supervision work more efficiently. Once a food safety problem is discovered, the source of the problem can be quickly located, and targeted measures can be taken to reduce the cost of investigation and handling.
- Traceability Investigation and Accountability: The food safety traceability system can help regulatory authorities and enterprises quickly investigate food safety accidents, effectively find out the cause of the accident, hold them accountable, and protect the public interest.
- Requirements for Global Food Trade: More and more countries and regions have put forward requirements for food safety traceability. For food export enterprises, establishing a sound food safety traceability system is necessary for entering the international market.
The Role of Labeling Machines in Food Safety Traceability
- Product Identification: Labeling machines mark key information on food packaging, such as production date, batch number, product code, production location, etc. This information is the basis for food safety traceability. By affixing these labels on food packaging, food companies can accurately record the production of each batch of products. In the sales process, consumers can also learn about the production time and place of the food by reading the information on the label, increasing their trust in the food.
- Traceability Information Records: The labeling machine can not only print product information on the label but also can be connected with the data management system of the food production line. In this way, during the whole process of food from production to sales, relevant information can be recorded to form complete traceability data. Once a food safety problem occurs, the regulatory authorities can quickly obtain traceability data, conduct investigations and trace the source, locate the cause of the problem, and prevent the problem from expanding further.
- Anti-counterfeiting Identification: The labeling machine can attach anti-counterfeit labels to ensure the authenticity of food packaging through different security features and technical means. This is significant in preventing fake and inferior food circulation and ensuring food safety. Consumers can verify the authenticity of products by identifying anti-counterfeit labels and reducing safety risks when purchasing food.
- Traceability Investigation: Once a food safety problem occurs, the information recorded by the labeling machine can be quickly retrospectively investigated. By tracing the source of product information, regulatory authorities can accurately track affected food batches and sales channels and take targeted measures on time to protect the health and safety of the public.
- Information Disclosure: The label attached by the labeling machine can contain relevant information that consumers want to know, such as nutritional content, food composition, storage conditions, etc. This helps increase consumers’ food safety awareness and facilitates informed purchasing decisions. Consumers can choose food that meets their needs by reading the information on the label, and it also promotes the brand building and reputation of food companies.

Food Safety Traceability Label
Conclusion
Labeling machines are indispensable tools in the food industry, offering accuracy, compliance, efficiency, and enhanced food safety. They play a vital role in maintaining the integrity of the products, protecting consumers, and supporting the success of food businesses in a competitive market. Their widespread use in the food industry demonstrates their irreplaceability and value in modern-day production processes.

