
The food and beverage manufacturing industry has witnessed significant growth over the past few decades as new product invention is expected to grow substantially. The growing population is also forcing food manufacturing companies to meet the increasing demands of their customers. Therefore, advantages of automation has become an important part of the food industry to meet the growing demands of the food industry. The adoption of automated systems has transformed the food manufacturing industry by improving the efficiency and consistency of products.Five detailed advantages of automation in food industry are below.
Better Quality Control
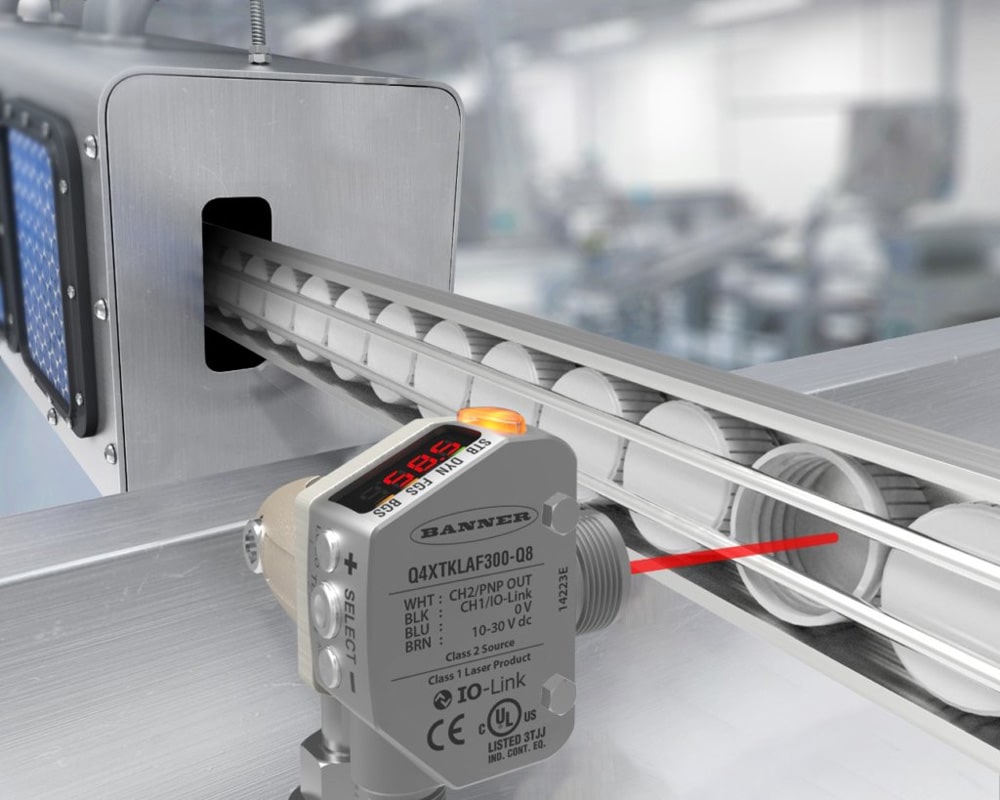
Better quality control is one of the advantages of automation in food industry. Better quality control is critical to ensuring that products and services meet or exceed customer expectations, adhere to industry standards, and maintain consistent excellence. Quality control processes are critical to various industries, including manufacturing, service, healthcare, technology, etc.
- Well-defined Quality Standards: Establish clear quality standards and specifications for a product or service, including the desired characteristics, performance, and functions the final product should meet.
- Document the Process: Document each production or service delivery step. Clear documentation helps ensure processes are consistent, repeatable, and easy to understand for all involved employees.
- Employee Training: Invest in a comprehensive employee training program. Properly trained employees are more likely to produce high-quality work and understand the importance of quality control.
- Regular Inspection: Regular inspection and inspection throughout the production or service process can help to detect defects or inconsistencies early and prevent escalation into bigger problems.
- Statistical Process Control (SPC): Implement SPC techniques to monitor process quality. SPC uses statistical methods to analyze data and identify changes that may affect quality.
- Supplier Quality Management: Ensure that the materials and components you receive from your suppliers meet your quality standards. Establish effective communication and collaboration with suppliers to resolve any quality issues promptly.
- Root Cause Analysis: When a defect or quality problem occurs, conduct a root cause analysis to find the root cause. Addressing the root cause can help prevent similar issues from recurring.
- Continuous Improvement: Embrace a culture of continuous improvement, encouraging employees to develop ideas for improving quality and efficiency and implementing those improvements systematically.
- Quality Control Tools: Utilize quality control tools such as checklists, flowcharts, Pareto charts, and fishbone diagrams to visualize processes and identify areas for improvement.
- Quality Audits: Periodic quality audits are conducted to assess the effectiveness of the quality control process, helping to ensure your system is functioning as expected and identifying areas for improvement.
- Feedback Loops: Create feedback loops that involve customer feedback. Customer complaints and suggestions can provide valuable insight into areas where quality control may need adjustments.
- Senior Management Support: Quality control initiatives require senior management’s commitment and support and set the tone for the organization’s quality-focused culture.
- Data-driven Decisions: Quality control decisions are based on data and evidence rather than assumptions. Use data analytics to identify trends, patterns, and areas that need attention.
Effective quality control is an ongoing process that requires dedication, vigilance, and a willingness to adapt and improve. The quality of products and services can be improved by implementing these strategies, leading to higher customer satisfaction and a higher reputation in the market.
Improve Worker Safety
One of the advantages of automation reflects worker safety. Improving worker safety is an important aspect of any workplace, ensuring employee well-being and helping to create a more productive and efficient work environment.

- Safety Training and Education: Provide comprehensive safety training for all employees, including new employees. Training should cover potential hazards, safe work practices, emergency procedures, proper use of equipment, and personal protective equipment (PPE).
- Clear Communication: Establish communication channels for reporting safety concerns, accidents, and near misses, encouraging open dialogue between management and employees on safety issues.
- Written Safety Procedures: Develop and communicate written safety procedures and guidelines for various tasks and processes and guide employees to follow safety practices.
- Ergonomics: Workstations, tools, and equipment are ergonomically designed to minimize physical strain and discomfort. Proper ergonomic design can help prevent musculoskeletal disorders and injuries.
- Personal Protective Equipment (PPE): Provide appropriate PPE such as gloves, helmets, goggles, face shields, and hearing protection.
- Machine Guarding: Ensure that machines and equipment are properly guarded to prevent accidental contact with moving parts. Check guards regularly to make sure they are intact and functioning properly.
- Regular Equipment Maintenance: Implement a preventive maintenance plan to keep machinery and equipment in safe working condition. Equipment failure can pose a serious risk to worker safety.
- Housekeeping: Keeping the workplace clean and tidy to prevent slip, trip, and fall hazards. Proper storage of materials and tools reduces confusion and potential hazards.
- Behavior-Based Safety: Encourage a culture of safety awareness by rewarding safe behavior and recognizing employees who actively contribute to a safe work environment.
- Safety Committee: Establish a safety committee composed of employees from different departments. Commissioners identify safety issues, recommend improvements, and facilitate safety initiatives.
- Incentive Programs: Providing incentives to achieve safety goals and maintain an incident-free period can motivate employees to prioritize safety and create healthy competition.
- Periodic Safety Audits: Conduct routine safety audits or inspections to identify potential hazards and ensure safety regulations and standards compliance.
Continuous improvement is key to achieving and maintaining a safe workplace. Fostering a safety-focused culture, providing ongoing training, and implementing proactive safety measures can create an environment where worker safety is a top priority.
End-to-end Traceability
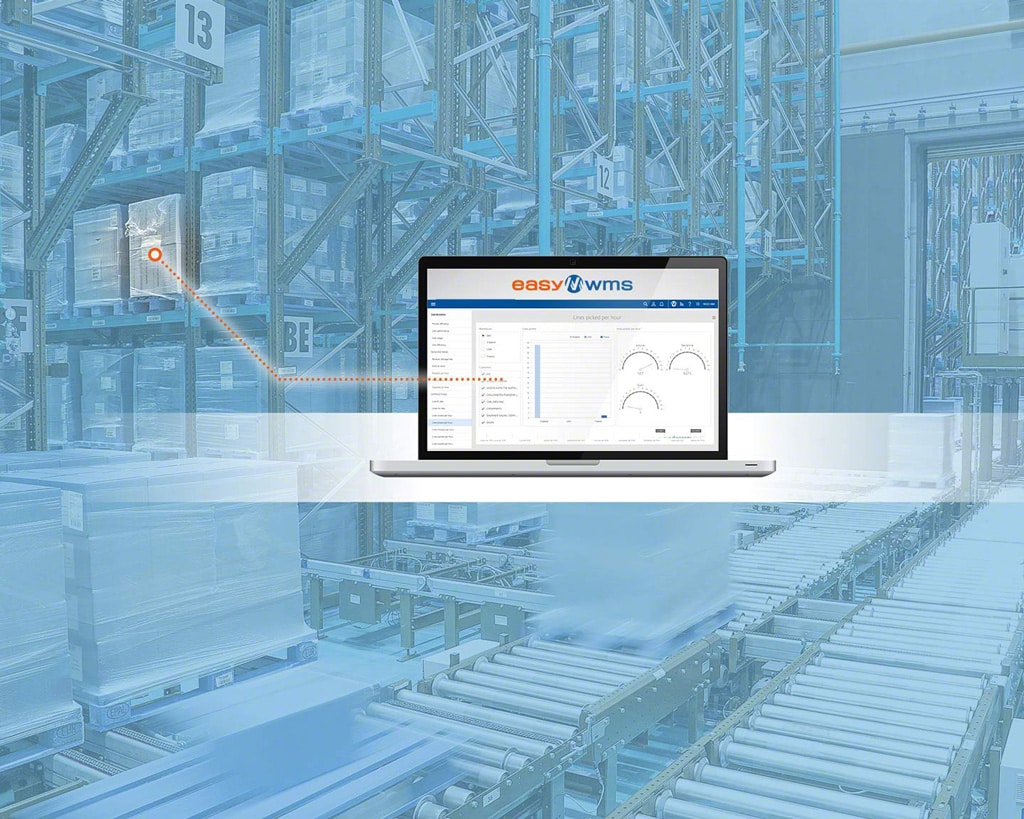
End-to-end traceability refers to tracking and tracing a product or its components throughout its lifecycle, from raw material procurement to production, distribution, consumption, and even disposal. This concept is becoming increasingly important across industries to ensure transparency, quality control, compliance, and accountability, which is one of the advantages of automation in food industry.
How End-to-end Traceability Works
- Data Collection: At each stage of the product life cycle, relevant data is collected and recorded, including information about suppliers, production processes, transportation, storage conditions, etc.
- Unique Identifiers: Products and their components are often assigned unique identifiers, such as barcodes, RFID tags, or digital serial numbers. Identifiers help track and distinguish individual items.
- Data Integration: The collected data is often integrated into a centralized system or database using software solutions such as enterprise resource planning (ERP) or supply chain management (SCM) systems.
- Data Sharing: Stakeholders in the supply chain, including suppliers, manufacturers, distributors, and retailers, share relevant data to create a seamless flow of information.
- Real-time Monitoring: With modern technology, real-time monitoring and IoT devices can continuously update product location, condition, and status.
- Verification and Auditing: Data can be used to verify the authenticity, quality, and compliance of products, and audits can be conducted to ensure that processes comply with standards and regulations.
- Consumer Access: In some cases, consumers can access traceability information about the origin, journey, and characteristics of products purchased.
Significance of End-to-end Traceability
- Quality Control: Traceability enables organizations to quickly identify and resolve quality issues. If a problem occurs, isolating the affected product and taking corrective action is easier.
- Supply Chain Transparency: End-to-end traceability enhances transparency by providing visibility into every stage of the supply chain, helping to build trust with consumers and partners.
- Compliance: Many industries are subject to regulations and standards that require traceability. Proper documentation can help organizations comply with these regulations and demonstrate due diligence.
- Recalls and Safety: In the case of product recalls or safety issues, traceability enables organizations to pinpoint affected products and initiate recalls efficiently to minimize risk.
- Sustainability: Traceability supports sustainability efforts by providing data on the origin of materials, ethical practices, and the environmental impact of products.
- Risk Management: By identifying potential risks and vulnerabilities in the supply chain, organizations can take proactive steps to mitigate those risks.
- Efficiency: With real-time data and insights, organizations can optimize processes, reduce waste, and make informed decisions for smoother operations.
- Consumer Confidence: Since customers like to know the origin of the products they buy, transparent supply chains and traceability can enhance consumer confidence.
- Anti-Counterfeiting: Traceability can help combat counterfeiting by ensuring the authenticity of each item and making it difficult for counterfeiters to replicate unique identifiers.
- Reduce Waste: Improved traceability can lead to better inventory management, reducing overproduction and minimizing waste.
Implementing end-to-end traceability involves a combination of technology, data integration, standardized processes, and stakeholder collaboration, which is the one of the significant advantages of automation in food industry. As technology advances, the potential to enhance traceability across industries continues to grow, benefiting businesses, consumers, and the environment.
Efficiency Improvement
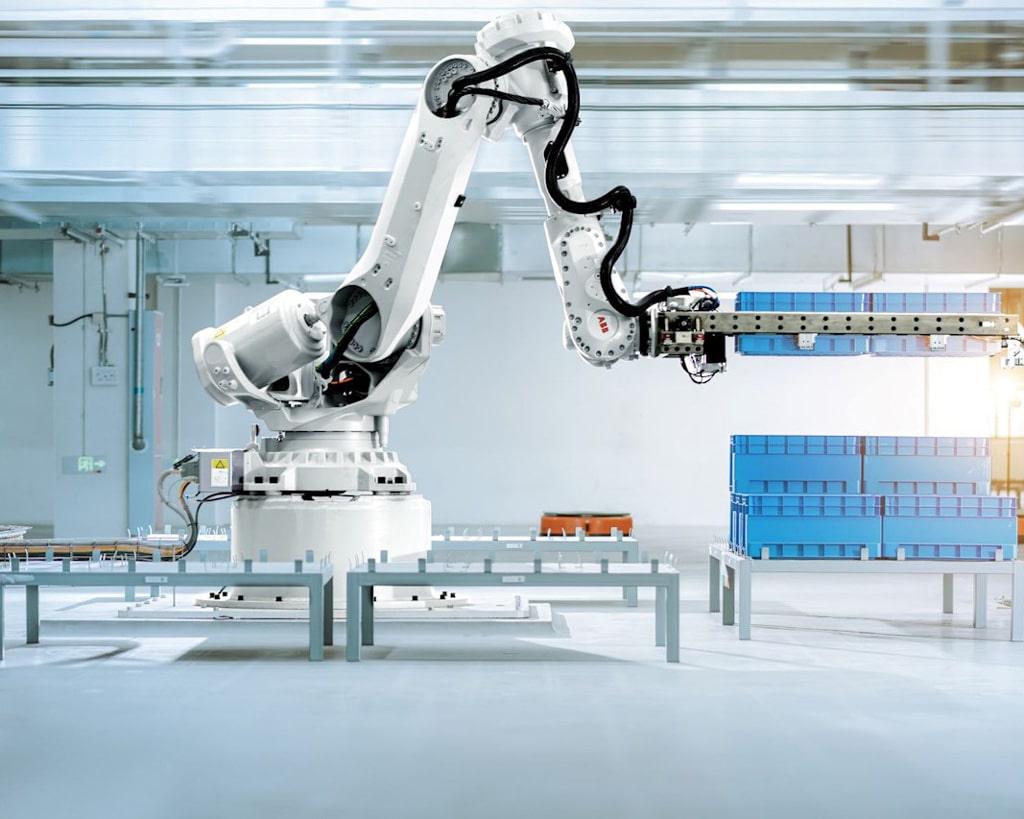
It is also a fact that, at least in some cases, machines or automated systems can do jobs faster and better than human workers. Any machine will never tire and slack unless it breaks down, but that doesn’t mean that modern technology will be used to completely replace workers. It may be deployed alongside workers to help make them safer, work better, and faster. For example, deploying artificial intelligence and automated robots within warehouses can improve the order fulfillment process’s efficiency and speed up the entire system so customers get their items faster. Additionally, it improves worker performance and safety, effectively eliminating unsafe tasks or mechanical work.
Process Analysis and Optimization
- Analyze your current processes to identify bottlenecks, inefficiencies, and areas for improvement.
- Streamline workflow by eliminating unnecessary steps and automating repetitive tasks.
- Implement Lean or Six Sigma methodologies to identify and eliminate waste.
Technology Integration
- Employ technologies such as automation, data analytics, and digital tools to simplify tasks and decision-making.
- Implement software solutions such as enterprise resource planning (ERP) and customer relationship management (CRM) systems to centralize information and improve collaboration.
Clear Communication
- Improve communication channels within the organization to ensure everyone is on the same page.
- Improve communication between departments to minimize misunderstandings and delays.
Conclusion
Automation supplies many convenience for food industry and the advantages of automatic cannot not ignored. The rapid development of the Internet of Things and the strong prospect of improving food quality and safety by consumers and regulatory agencies are forcing the food industry to automate most industrial processes. Besides, the growing demand for advanced and processed packaged food and increasing food safety regulations have significantly increased the need for automation in the food industry. Automation simplifies food packaging processes for different applications, including palletizing and depalletizing, packing and repacking, pick and place, grading and sorting, processing, logistics, and more.

